+86-28-85865586





Производство изделий из листового металла
Когда слышишь про производство изделий из листового металла, многие сразу представляют штамповку и сварку. Но на деле тут масса нюансов, которые неочевидны со стороны. Например, часто недооценивают влияние качества раскроя на итоговую геометрию корпуса – даже миллиметровые отклонения потом аукаются при стыковке панелей.
Технологические цепочки и подводные камни
В нашей работе с электротехническими шкафами для ООО Чэнду Сыбо Технологии постоянно сталкиваюсь с тем, что заказчики хотят универсальных решений. Но листовой металл – материал с характером. Вот недавний пример: делали обшивку для КРУ, использовали оцинковку 1.5 мм. Казалось бы, стандарт, но при гибке под 90 градусов на кромках пошла микротрещина – пришлось переходить на сталь с пластификатором.
Особенно критична подготовка кромок после резки. Лазер оставляет окалину, которую многие пытаются снимать шлифмашинкой. Мы же давно перешли на дробеструйную обработку – да, дороже, но зато исключаем коррозию в зонах реза. Для наружных корпусов подстанций это принципиально.
Кстати, про согласование листового металла. В спецификациях Чэнду Сыбо всегда акцентируют: толщина стали для силовых шкафов должна быть не менее 2 мм, но при этом учитывать нагрузку на крепежные узлы. Приходится балансировать между прочностью и массой готового изделия.
Оборудование и его капризы
Наш гибочный пресс с ЧПУ – вещь точная, но требует постоянной калибровки. Как-то раз при изготовлении шинных коробов заметил, что угол гиба 'плывет' на партии в 50 штук. Оказалось, термокомпенсация не учитывала нагрев гидравлики в цеху – теперь всегда делаем пробные гибы каждые 20 заготовок.
Сварка – отдельная история. Для корпусов зарядных вышек используем аргонодуговую сварку, но если металл с полимерным покрытием – приходится применять контактную сварку точечно, чтобы не повредить покрытие. Это увеличивает время сборки на 15-20%, зато сохраняет антикоррозийные свойства.
Особенно сложно с перфорацией вентиляционных решеток – тут лазер не всегда спасает, приходится комбинировать с вырубными штампами. На сайте cdspor.ru есть фото шкафов с фигурной перфорацией – вот эти узоры как раз делались комбинированным методом.
Материалы: от оцинковки до нержавейки
Многие думают, что нержавейка – панацея для уличных конструкций. Но для боксовых подстанций мы чаще используем алюмоцинк – он лучше держит перепады температур. Правда, при резке образует острые заусенцы, поэтому все кромки дополнительно обрабатываем.
Интересный случай был с трансформаторными кожухами. Заказчик требовал использовать холоднокатаную сталь 3 мм, но при испытаниях на вибростойкость выяснилось, что горячекатаная 2.5 мм с ребрами жесткости показывает лучшие результаты. Переубедили техотдел только после предоставления протоколов испытаний.
Для шинных коробов вообще идем на хитрость – берем сталь 1.2 мм, но с дополнительным полимерным напылением. Это дает и жесткость, и защиту от дуговых разрядов. Такие нюансы в производстве изделий из листового металла не прописаны в ГОСТах, только опытным путем.
Контроль качества: не только замеры
У нас в цеху висит плакат 'Геометрия – это всё'. Но контроль не ограничивается штангенциркулем. Например, для высоковольтных ячеек проверяем не только параллельность граней, но и резонансные характеристики собранного корпуса – бывало, что незакрепленная панель вибрировала на определенной частоте.
Особое внимание – сварочным швам. Даже при автоматической сварке возможны микроскопические поры, которые при перепадах давления (в вакуумных выключателях) могут стать точкой отказа. Поэтому все ответственные швы проверяем ультразвуком, хоть это и удорожает процесс.
Последнее время внедряем тепловизионный контроль собранных шкафов – смотрим распределение температур после 24 часов работы под нагрузкой. Так выявили проблему с конвекцией в одном из модулей управления – пришлось переделывать систему перфорации.
Организационные моменты
Планирование загрузки оборудования – отдельная головная боль. Когда одновременно идут заказы на шкафы управления и на корпуса зарядных вышек, приходится постоянно перестраивать линии. Оптимальный цикл – неделя на один тип изделий, но редко получается выдержать.
Склад металла – еще один критичный момент. Храним лист только в вертикальном положении, хоть это и занимает место. Раньше пытались класть штабелями – через месяц появлялись микротрещины в местах контакта, особенно у окрашенных листов.
Поставщики – отдельная тема. С нержавейкой работаем только с двумя заводами, хотя предложений много. Важно не только химический состав, но и равномерность проката. Как-то взяли партию подешевле – при гибке пошла 'апельсиновая корка', всю партию забраковали.
Перспективы и тупиковые ветки
Пробовали внедрять 3D-печать крепежных элементов для листовых конструкций – не пошло. Дорого, а прочность не та. Зато перешли на лазерную резку с одновременной маркировкой – экономит время на сборке, особенно для сложных шкафов управления.
Сейчас экспериментируем с композитными вставками в металлические рамы – для снижения веса распределительных устройств. Пока результаты обнадеживающие, но есть вопросы по пожаробезопасности.
В целом, производство изделий из листового металла – это постоянный поиск компромиссов между технологичностью, стоимостью и надежностью. Как говорил наш технолог: 'Идеальный корпус – это тот, про который забыли после монтажа'.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Активный фильтр мощности APF
Активный фильтр мощности APF -
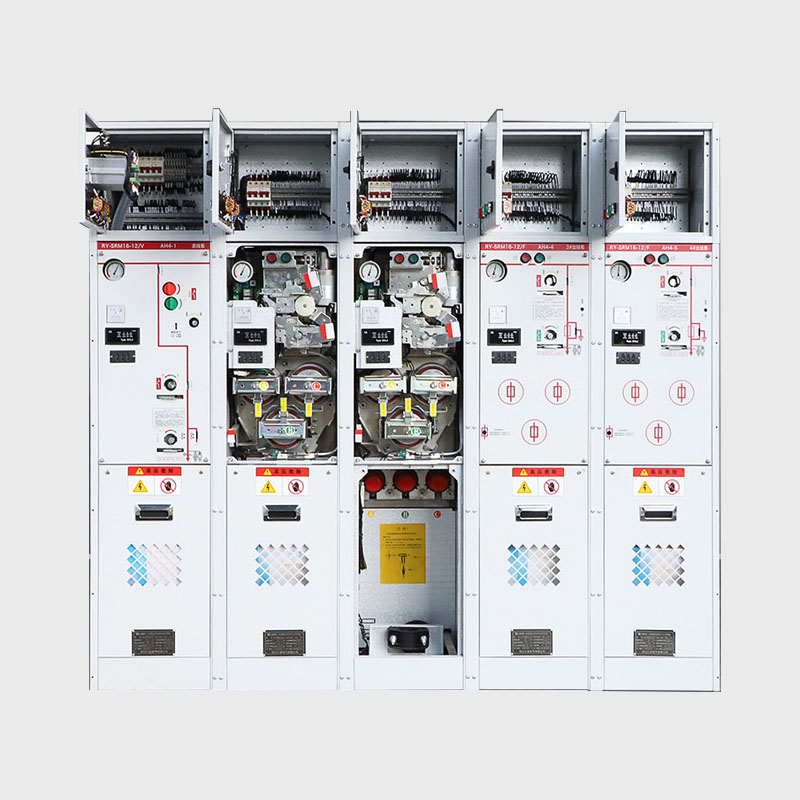 Полностью изолированный надувной шкаф SRM16-12
Полностью изолированный надувной шкаф SRM16-12 -
 S13
S13 -
 Коробка ответвления кабеля высокого напряжения DFW
Коробка ответвления кабеля высокого напряжения DFW -
 Фотоэлектрический распределительный щит переменного тока HLX-AC
Фотоэлектрический распределительный щит переменного тока HLX-AC -
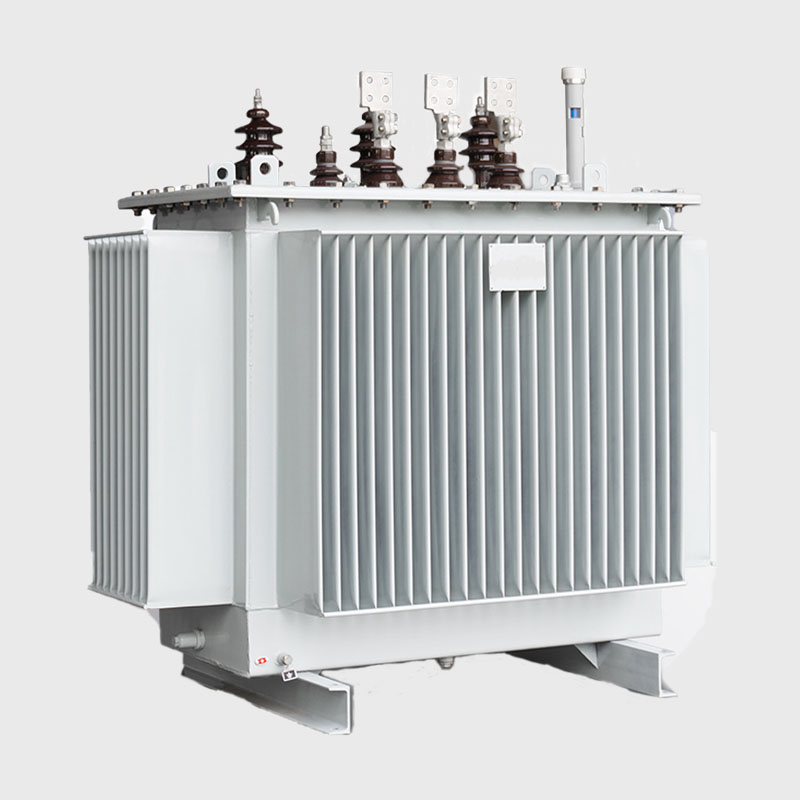 SZ11 двухобмоточный масляный силовой трансформатор с регулировкой напряжения под нагрузкой
SZ11 двухобмоточный масляный силовой трансформатор с регулировкой напряжения под нагрузкой -
 Dk низковольтный последовательный реактор
Dk низковольтный последовательный реактор -
 Прецизионные детали с ЧПУ на заказ
Прецизионные детали с ЧПУ на заказ -
 SCB11
SCB11 -
 SCB12
SCB12 -
 Ствол
Ствол -
S22
Связанный поиск
Связанный поиск- Купить низковольтный реактор серии Dk
- закрытая трансформаторная подстанция
- Приобретение внешнего силового шкафа
- Шкаф силовой распределительный напольный 380В в Китае
- Низковольтные реакторы из Китая
- Производители шкафов распределения питания 380В
- Покупка трансформатора 25
- Купить Микрогранулятор с водяным охлаждением
- Открытый вакуумный выключатель zw20-12
- Блок силового шкафа в Китае